




Zinc pressure die-casting
Zinc pressure die-casting
The future and increased productivity of the zinc pressure die-casting process lie in the improvements of the various production stages. The mould lubrication stage is extremely important.
The most common difficulties that can occur during the zinc production process are due to the porosity and incompleteness of the casting, broken plugs, the handling of the carriages, mould temperature, etc. Water- and solvent-based release agents affect both the production and quality, causing micro-porosity, micro-bubbles, etc.
The DRY LUB SYSTEM is a truly innovative lubrication system. Used in the zinc die-casting process, it eliminates many of the problems described above. The many systems installed have been operating successfully for many years, thus consolidating the performance of the DLS.
Strengths
Strengths
How the DRY LUB SYSTEM works
The use of wax-based release powders, which is already quite common, solves most porosity problems.
A small amount of wax is applied to the surface of the die. As soon as it touches it, the wax melts reaching even the most hidden spots.
Due to its chemical composition, the wax increases the flow of the injected zinc, thus forming a film external to the casting and reducing surface porosity drastically.
Any doubts?
Check out our FAQ section. Contact us if you don’t find the answer you were looking for.
Manual and subsequently automatic tests can be carried on die-casting machines of over 125 tons. Results on smaller machines are achieved only with automatic systems that comply with the production schedule.
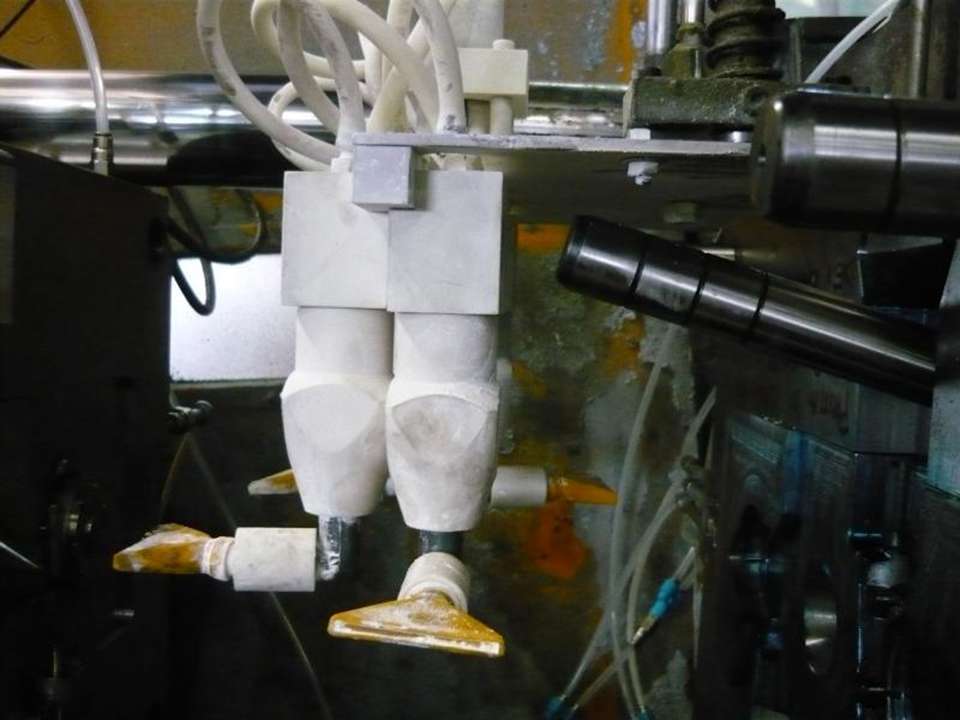
The only reliable data that we could verify concern the production of cover-switch plates with an amount equal to 0.002 g per plate. Often, wax is hardly visible during the spraying stage, and this can be a problem. We also have a client who consumes on average 5 Kg of wax a month, working 16 hours a day with six 125 ton machines.
Provided that the correct heat management of the mould is positive, wax is efficient at a temperature of up to 260 °C.
The improved flow and release obtained with wax facilitate and improve the lubrication stage. Some of our clients manufacture pump bodies, air-pressure reducers, pneumatic valves, and occasionally lamps, without changing type of product.
Wax melts at 80 °C. It reaches its maximum efficiency when it exceeds 100 °C, which is the standard temperature of the production cycle. Only extremely light productions can experience temperature problems.
When wax comes in contact with the mould, it melts and, due to its chemical and physical properties, it expands, reaching the most hidden spots.
Wax is composed of the active substances of the release agent and does not contain solvents or water, which are only vehicles.
During the polishing and painting stages, the hydrogen hidden under the surface tends to expand due to the heating process it undergoes, thus creating micro-cracks, which are visible only when the piece is finished.
Yes! Our clients confirm it. Due to its heat-melting properties, wax increases the zinc flow, thus facilitating the filling of the casting. As a result, the pieces produced will have a more compact surface, even thanks to the absence of oils.
During the injection stage, zinc forms the external part of the shape and then the filling. The improved flow provided by wax and the lack of oils makes the film more compact and clean.
I’m sure that your result is good, but testing and checking the results achieved by using wax can tell you whether there is room for improvement.
Dry Lub System technology for zinc pressure die-casting

Follow us on