





Gravity and low-pressure casting
Gravity and low-pressure casting
Under gravity and low pressure conditions, moulds must be painted using silicate products, which improve the temperature dissipation of the casting during the solidification stage. Keeping the paint intact is essential for the quality of the castings. To improve the smoothness of the molten metal and protect the paint, it is good practice to apply a dry powder lubricant at each production cycle.
Generally, the product used is a mix of talc. More sophisticated mixtures are used only in particular cases. As the mix of talc is a magnesium phyllosilicate with a lamellar structure, it has excellent lubricant properties. Moreover, its chemical and physical properties help the correct temperature dissipation of the casting. Talc has a melting point above 1000 °C. Therefore, it is important to pay attention to the method you use to apply it to the mould.
With the mix of talc, you don’t need to whiten the mould. You just need a micro-dosed layer of it to enhance the quality of the product. The electrostatic efficiency of the equipment is essential to prevent the dispersion of the product into the environment. Note that the mix of talc must be supplied evenly to prevent unwanted thickness on the die surface and leave the roughness of the paint unchanged.
Altea’s DRY LUB SYSTEM is the result of 20 years of experience in the foundry industry. This method meets the clients’ needs, whether used manually or automatically. The electrostatic efficiency of the DRY LUB SYSTEM ensures high performance and an even supply, preventing the product from dispersing into the environment. Note that the mix of talc must be supplied evenly to prevent unwanted thickness on the die surface.
Strengths
Strengths
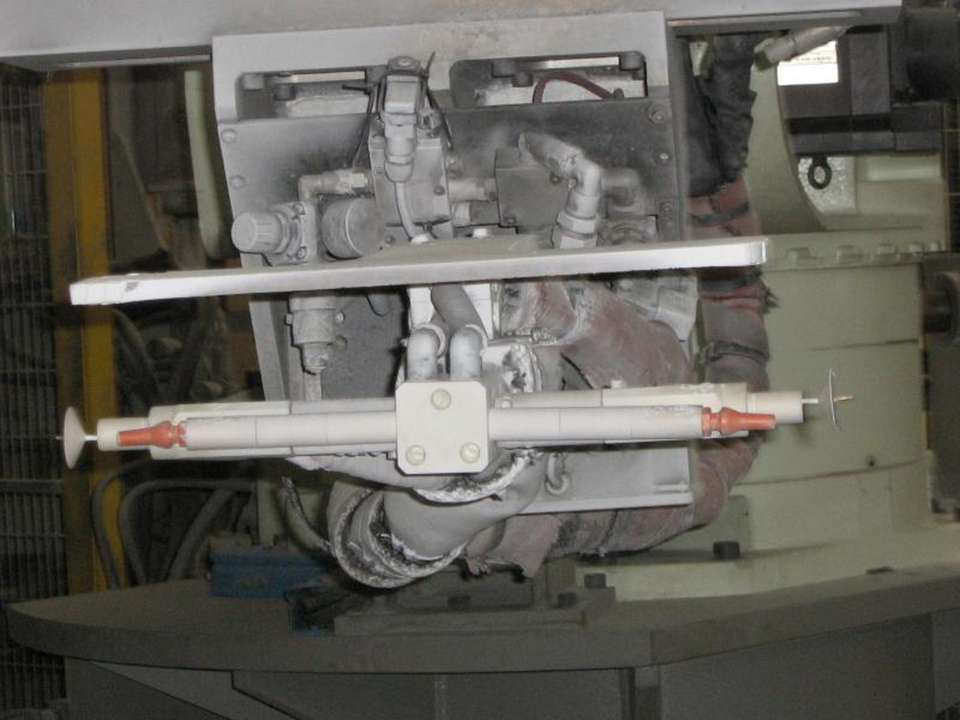
How the DRY LUB SYSTEM works
The Dry Lub System is intended exclusively for applying powder lubricants to the production process of light alloys. It is successfully used in gravity and low-pressure casting, especially to apply a mix of talc. This operation facilitates the release of the molten workpiece, protects the mould’s paint and, more importantly, improves aluminium smoothness. Altea’s patented powder supply system of the Dry Lub System together with the excellent electrostatic efficiency allows for the precise and constant application of the talc without dispersions into the environment and accumulations on the shells.
Any doubts?
Check out our FAQ section. Contact us if you don’t find the answer you were looking for.
Both the manual and automatic nozzles are designed for being used in the foundry. There are different nozzle models, both manual and automatic, depending on the operation to be carried out.
The Dry Lub System is provided with an injection system (Altea patent) that supplies the release agent, which is pre-mixed with air. This way, application is smooth and constant.
The mix of talc and nano-technology graphite can be used anywhere. In particular, you can appreciate it on castings that cannot be filled easily due to their poor smoothness. You only need a tiny – almost invisible – amount, as it enhances its lubricant properties.
The excellent electrostatic adherence obtained with the Dry Lub System minimises its dispersion into the environment.
90% of the release agent applied is removed with the casting. Normal blowing is enough to ensure a clean mould.
The grain size of the release agent is extremely thin and does not alter the paint roughness if applied correctly.
Alloys tend to cool down. As a result, a faster filling process can only improve the quality of the castings. This is particularly visible in low-thickness castings.
Yes. In particular, you will appreciate it in the parts of the casting with a low thickness, where smoothness and speed are extremely important.
Because it improves the smoothness of the molten metal by reducing frictions and it can even triple the duration of the paint.
Dry Lub System technology for gravity and low-pressure die-casting





Follow us on