




Pressofusione di magnesio
Pressofusione di magnesio
Pressofusione di magnesio
Pressofusione di magnesio
Nel ciclo produttivo del magnesio la fase di lubrifica riveste un’importanza determinante. Oltre ai problemi causati dagli sfridi, la lubrifica con distaccanti a base acqua porta delle problematiche e potenziali pericoli al quale si deve porre particolare attenzione. La richiesta di manufatti in magnesio è in crescita, ma i timori e le paure legati a questo tipo di lega ne limita l’espansione. Molto è già stato fatto per incrementare la sicurezza, sia sulle presse, a camera fredda che a camera calda che sui relativi forni, ma permangono ancora situazioni di criticità.
Il DRY LUB SYSTEM può essere una soluzione importante per avere un ulteriore miglioramento in termine di sicurezza di lavoro, oltre che qualitativo dei getti prodotti. Il nostro sistema di lubrifica a secco elimina totalmente l’uso di distaccanti a base acqua, aumenta la scorrevolezza della lega, non necessita della fase di asciugatura, riduce drasticamente la porosità e i tempi ciclo. Con il DRY LUB SYSTEM dai nuova vita alla pressofusione di Magnesio.
Punti di forza
Punti di forza
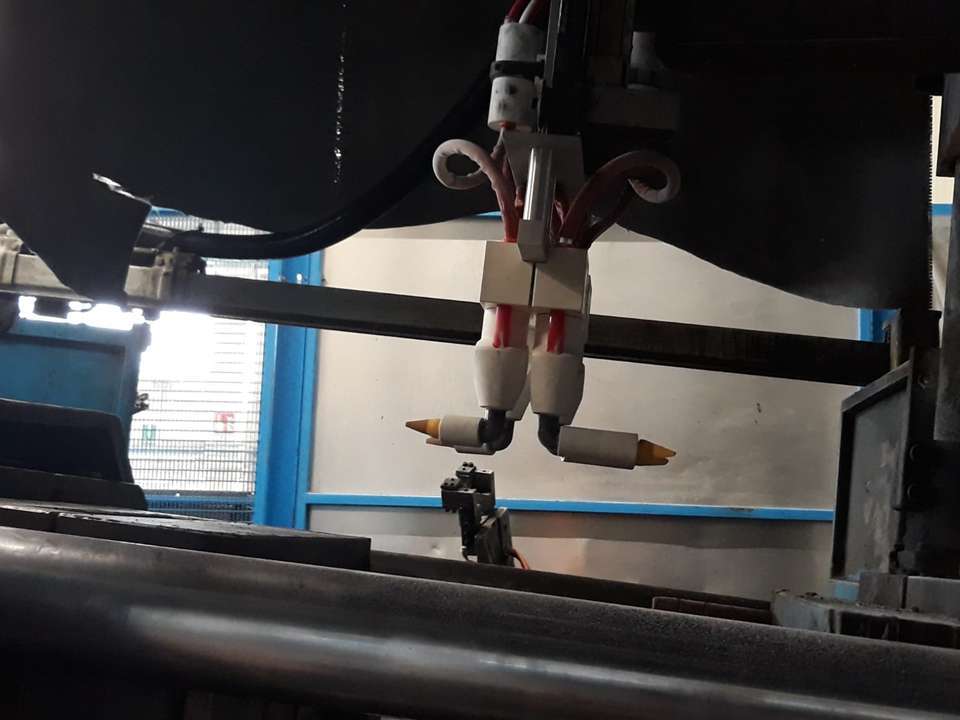
Come funziona DRY LUB SYSTEM?
Ad ogni ciclo produttivo viene applicata elettrostaticamente sullo stampo una quantità minima di lubrificante in polvere, circa lo 0,3-0,5 grammi per ogni chilogrammo di magnesio iniettato (questi consumi sono stati calcolati ad una temperatura stampo di 250° C). Il prodotto elettrostaticamente distribuito, al contatto con lo stampo caldo termo-fonde e migra sino a raggiungere i punti più profondi, fino a creare un film distaccante di grande efficienza, senza creare spessori residui e formazioni carboniche tipiche delle lubrifica a base acqua.
Hai qualche dubbio?
Ecco le domande che regolarmente ci vengono sottoposte così da fare chiarezza. Se non trovi la risposta giusta, scrivici.
I test conoscitivi sono a titolo gratuito; solo in seguito se si vuole procedere con sistemi automatici viene richiesta una partecipazione.
È nostra abitudine eseguire prove manuali durante il normale ciclo di lavoro, rilevare le temperature degli stampi e valutare con i clienti l’efficacia del DLS.
Come già detto la fase di asciugatura ha una importanza determinante. Eliminando l’acqua si toglie anche quella minima umidità che è la principale causa delle porosità.
Nella pressofusione di magnesio il tempo dedicato all’asciugatura delle matrici occupa il 15 20% dell’intero ciclo. Recuperando questo tempo si ha un automatico aumento di produzione.
Per le sue caratteristiche chimiche il distaccante in polvere, oltre che garantire un ottimo distacco, aumenta la velocità di riempimento della forma e riduce le metallizzazioni.
Il lubrificante in polvere si applica elettro staticamente. Questo sistema permette di distribuire un micro strato di prodotto sulla superficie delle matrici in modo regolare ed estremamente sicuro.
La polvere applicata per la lubrifica è termo fondente e nella fase di contatto con lo stampo si scioglie.
Le tecnologie del Dry Lub System per la pressofusione di magnesio



Seguici su