




Pressofusione di alluminio
Pressofusione di alluminio
Il futuro e la produttività del processo fusorio nella pressocolata di alluminio vanno ricercati nei miglioramenti delle varie fasi produttive.
La fase di lubrifica degli stampi riveste un’importanza determinante nel ciclo di lavoro. A questa operazione si chiede che produca un ottimo distacco del getto pressofuso dallo stampo con continuità e costanza.
Il DRY LUB SYSTEM nasce su queste basi ed è sviluppato per portare la fase di lubrifica ad un livello avanzato, migliorando sensibilmente le prestazioni degli ormai superati procedimenti odierni.
Punti di forza
Punti di forza
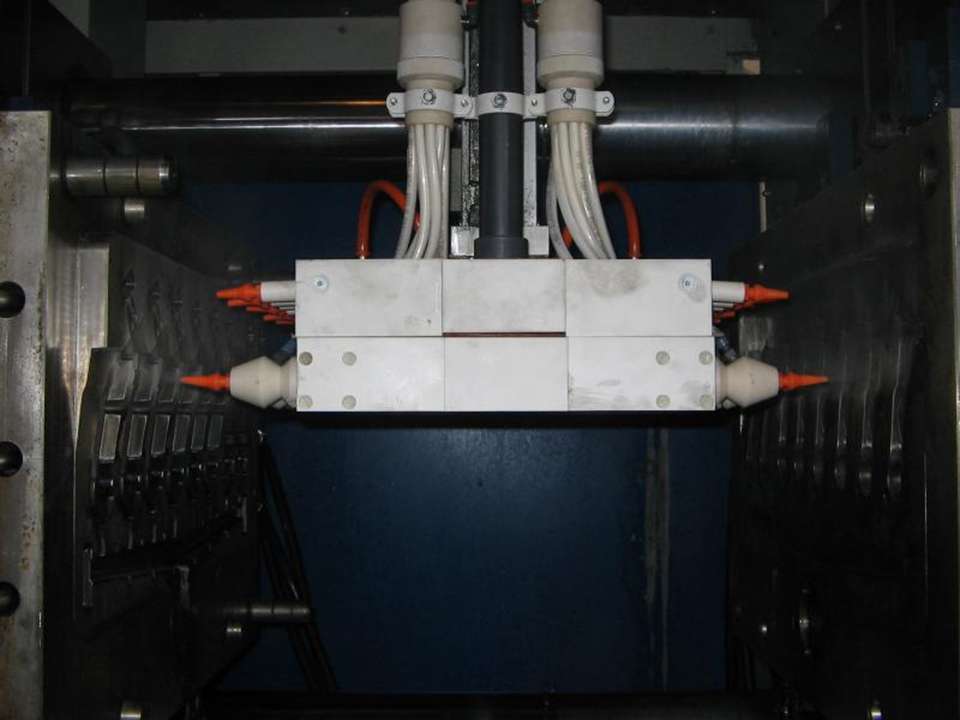
Come funziona il DRY LUB SYSTEM
Il Dry Lub System, brevetto Altea, ha avuto un tempo di sviluppo e collaudo lungo ed intenso, durante il quale oltre alle apparecchiature si sono realizzati una serie di prodotti molto performanti. Il funzionamento del Dry Lub System è molto semplice. Ad ogni ciclo produttivo viene applicata elettrostaticamente sullo stampo una quantità minima di lubrificante in polvere, circa lo 0,3-0,5 grammi per ogni chilogrammo di alluminio iniettato (questi consumi sono stati calcolati ad una temperatura stampo di 250° C). Il prodotto elettrostaticamente distribuito, al contatto con lo stampo caldo termo-fonde e migra sino a raggiungere i punti più profondi, fino a creare un film distaccante di grande efficienza, senza creare spessori residui e formazioni carboniche tipiche delle lubrifica a base acqua.
Guarda il confronto
Video confronto sulla stessa pressa durante il ciclo di produttivo dello stesso pezzo.
Ed è solo stata sostituita la testa di lubrifica.
Hai qualche dubbio?
Ecco le domande che regolarmente ci vengono sottoposte così da fare chiarezza. Se non trovi la risposta giusta, scrivici.
Si, è vero. L’utilizzo del Dry Lub System prevede che la gestione termica dello stampo sia basata sul corretto passaggio dei raffreddamenti all’interno delle matrici. Si deve tener conto che la lubrifica con le polveri preveder di lavorare a temperature che stanno di 80° C superiore allo standard.
I sistemi di simulazione disponibili sul mercato (tipo Magma) sono ampiamente in grado di risolvere i problemi, anche se per mia natura non trascurerei le capacità e le esperienze dell’uomo.
Le ragioni sono due. La prima, molto ovvia, è che eliminando gli shock termici si riducono drasticamente le dilatazioni delle matrici e di conseguenza, il formarsi di cricche. La seconda è che lavorando ad una temperatura superiore, rispetto allo standard, la lega rimane più fluida e ci aiuta nel riempimento del getto.
Spesso si è arrivati a ridurre la velocità della seconda fase.
Eliminando l’acqua dalla lubrifica si riducono drasticamente le formazioni di idrogeno che sono la causa delle porosità che si riscontrano nei getti. L’esperienza ci insegna che bisogna valutare attentamente lo stampo ed il perché si generano delle porosità, che spesso non sono dovute alla lubrifica ma a turbolenze interne.
Certamente con il Dry Lub System non peggioreremo il risultato attuale.
Il tempo di lubrifica con i prodotti a base acqua occupano normalmente il 10-15% del tempo ciclo. I due terzi della lubrifica sono per l’asciugatura dello stampo, cosa che non è necessaria con il Dry Lub System, pertanto recuperare il 7-10% è cosa acquisita.
In getti particolarmente difficili si va anche oltre, ma ciò va valutato di volta in volta.
Il prodotto in polvere, della quale ne viene erogata una quantità minima, viene applicato elettrostaticamente e va ad aderire alle matrici. È necessaria un aspirazione molto leggera per eliminare quei fumi che si vengono a creare durante il processo fusorio.
I prodotti utilizzati non sono tossici e rientrano largamente nei parametri stabiliti dalla CE.
Va da se che eliminando il distaccante a basa acqua si eliminano le inevitabili nubi oleose e le acque reflue con le conseguenti depurazioni. Non per ultimo si riducono i consumi per le aspirazioni.
Tecnicamente nessuna perché la testa di lubrifica del Dry Lub System viene realizzata specificatamente per la pressa su cui viene montata. Si tenga conto che la polvere quasi non si vede e l’applicazione è molto rapida.
La nostra prassi prevede di eseguire prove manuali sugli stampi in uso dai clienti, verificarne tramite termo camera le temperature e analizzare i risultati. Solo in seguito si valuterà la volontà di proseguire con i test automatici.
Questa prima fase è totalmente gratuita e non prevede da parte del cliente alcuna spesa.
Le tecnologie del Dry Lub System per la pressofusione di alluminio



Seguici su