




Aluminium die-casting
Aluminium die-casting
The future and productivity of the melting process in aluminium die-casting lie in the improvements of the various production stages. The mould lubrication stage is extremely important. The die-cast metal needs to be released from the mould consistently. The DRY LUB SYSTEM has been developed on these grounds to take lubrication to the next level and improve the performance of today’s procedures, which can now be considered obsolete.
Strengths
Strengths
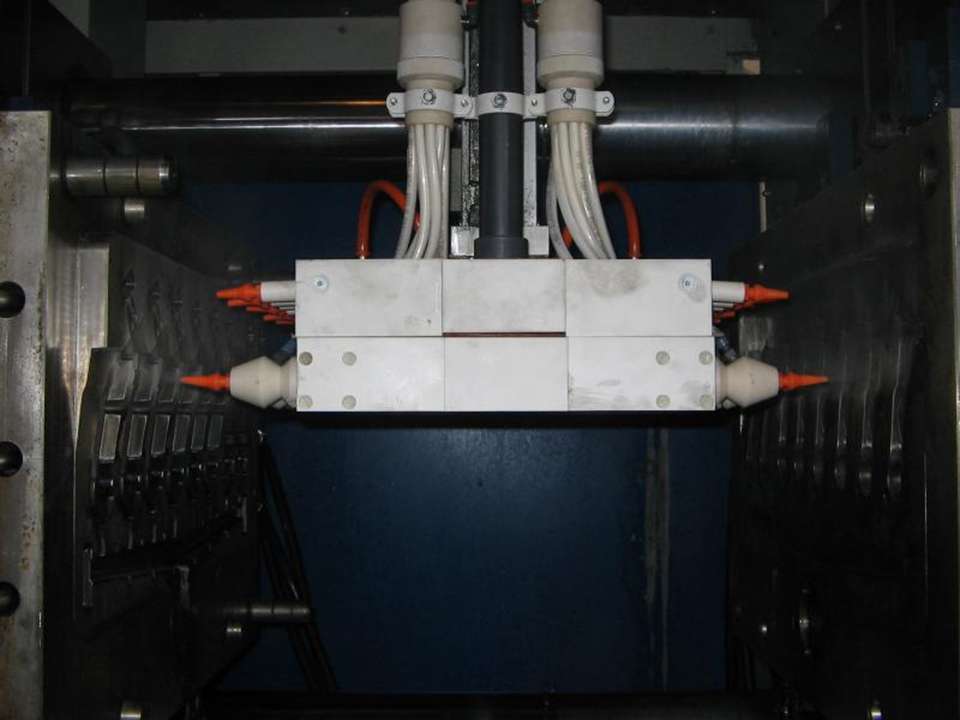
How the DRY LUB SYSTEM works
The Dry Lub System is an Altea patented product. It took us a lot of time and hard work to develop and test this system, during which other high-performing equipment and products were created. The operation of the Dry Lub System is extremely simple. A minimum amount of dry lubricant – about 0.3-0.5 grams for each kilogram of injected aluminium – is electrostatically applied to the mould at each production cycle (these consumptions were calculated at a mould temperature of 250 °C). When it comes into contact with the hot mould, the product distributed electrostatically melts, expanding to the deepest points. This way, it creates a highly efficient release film, without creating residual thickness and carbon formations, which are typical of water-based lubrication systems.
Look at the comparison
Video comparison on the same press during the production cycle of the same piece.
Only the lubrication head has just been replaced.
Any doubts?
Check out our FAQ section. Contact us if you don’t find the answer you were looking for.
Yes, it does. With the Dry Lub System, the mould’s thermal management must be based on the correct cooling processes inside the dies. You need to consider that lubricating with powders requires temperatures 80 °C higher than the standard temperature.
The simulation systems available on the market (Magma type) can solve the problems, although human experience and skills should never be neglected.
There are two reasons why this happens. The first one, which is quite obvious, is that eliminating thermal shocks, we have drastically reduced the expansion of the dies, and thus the formation of cracks. The second reason is that the alloy remains smoother, helping us fill the casting because we work at a higher temperature compared to the standard.
We have often reduced the speed of the second stage.
By eliminating water from the lubrication process, we have drastically reduced the formation of hydrogen, which causes porosity in the casting. Based on our experience, it is important to carefully assess the mould and know the cause of porosity, which is not always the result of the lubrication process but can be due to internal turbulence.
The Dry Lub System will certainly not be any worse than current result.
Lubricating with water-based products normally take 10-15% of the cycle time. Two-thirds of the lubrication process are dedicated to the mould drying process, which is no longer necessary if you use the Dry Lub System. That’s how we save 7-10% of the time.
We can also do better with particularly difficult castings. But this is to be evaluated case by case.
A minimum amount of the dry product is applied electrostatically to the surfaces. A light suction is required to remove the fumes that result from the melting process.
The products we use are not toxic and meet all EC parameters.
By eliminating the water-based release agent we have eliminated oil mist and waste water as well as subsequent depurations. Moreover, we have reduced suction-related consumption.
Technically none, because the lubrication head of the Dry Lub System is made specifically for the die casting machine in which it is mounted. Consider that the powder is almost invisible, and the application is really fast.
Our procedure includes manual tests on the moulds being used by our clients. We also check the temperatures using a thermographic camera and analyse the results. The possibility to continue the automated tests is an option we’ll consider at a later stage.
This first stage is totally free of charge for the client.
Dry Lub System’s technology for aluminum die-casting



Follow us on